Automation of Glucose Transfer Between Hoppers
.jpg)

Project name:
Glucose Transfer Between Hoppers
Location:
Buftea, Romania
Date:
August 21, 2021
Project Type:
Transfer
Intro:
We have developed a complete automation system for transporting glucose between multiple silos in a production line, aiming to optimize flows, reduce transfer times, and increase operational safety.

General description:
The automation system is used for transporting glucose between multiple silos within a production line, aiming to optimize flows, reduce transfer times, and enhance operational safety. Operators can directly select the starting point and desired destination via the HMI interface, while the PLC logic automatically determines the shortest and most efficient route for glucose transport through intelligent control of the pneumatic solenoid valves.
The system continuously monitors critical parameters such as pressure, flow rate, and the status of each valve, providing operators with real-time information and the ability to intervene quickly if needed.
Additionally, visual and audible alarms, as well as emergency stop functions, are integrated to protect personnel and prevent potential incidents.
.png)
Our Social Channels




Have a project in mind?
Professional electricians ensuring your safety first.
Operation and Control
Depending on the operator’s selection, the system:
- automatically opens and closes solenoid valves to configure the optimal route,
- monitors the real-time status of each valve (open/closed),
- displays flow rate, pressure, and throughput on the main panel,
- emits audible signals at the start of a process to alert personnel,
- fully manages alarms, faults, and statuses in real time.
.jpg)
The system is equipped with emergency stop mushrooms for immediate shutdown and full operator protection.
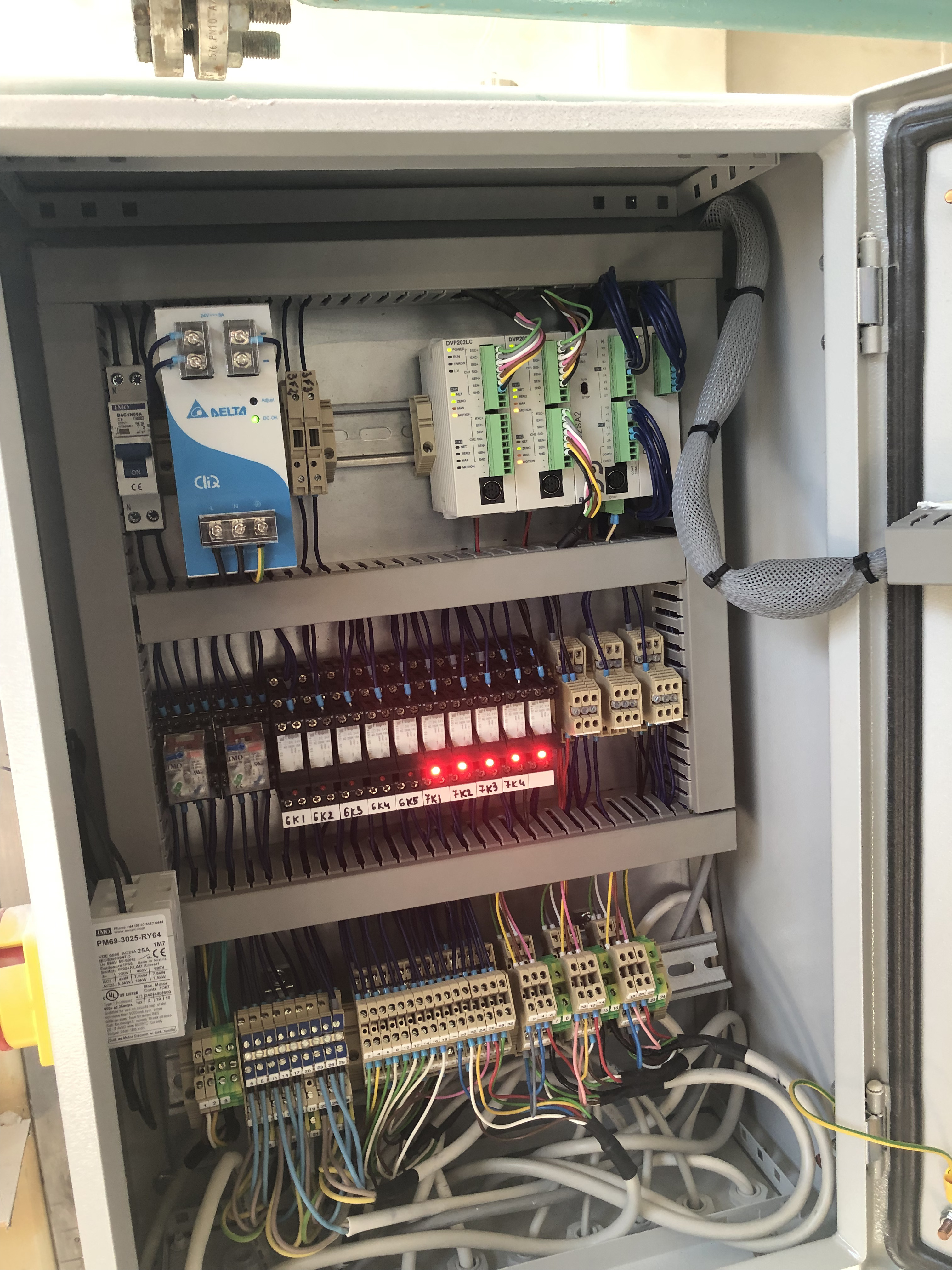
Full Implementation:
The project was fully implemented by our team and includes:
- Electrical schematics and control panel design;
- PLC program and HMI interface;
- Wiring and field integration, ensuring reliable operation and easy maintenance.

Thus, a complete, fully tested, and optimized system was achieved, guaranteeing maximum performance and long-term reliability.
Results and Benefits
- Fast and efficient glucose transfer between silos;
- Automatic and optimized routing of the product flow;
- Full control through an intuitive HMI;
- Complete monitoring of sensors, valves, and flow meters;
- Enhanced safety through visual and audible signals and emergency stops;
- A complete solution, 100% designed and implemented in-house.
.jpg)
.jpg)



Pages
Phone Numbers
Location
Strada Constantin Moise Nr.11